Reducing Waste in Titanium Machining
There are four basic areas of waste in titanium machining; time, tooling, coolant and chips. Each one of these presents a specific challenge, but with the right practices significant cost savings can be made on even a single CNC machine. With the rising demand for titanium machining, investments in titanium machining waste reduction today could pay dividends very quickly.
Time Waste in Titanium Machining
Many CNC machining operations fall into the trap of false economy by buying cheap tooling. Often they only look at the price tag and end up with high speed steel (HSS) tools. While these tools have a similar material removal rate (MRR) to coated carbide, they become far more costly when you add time into the equation.
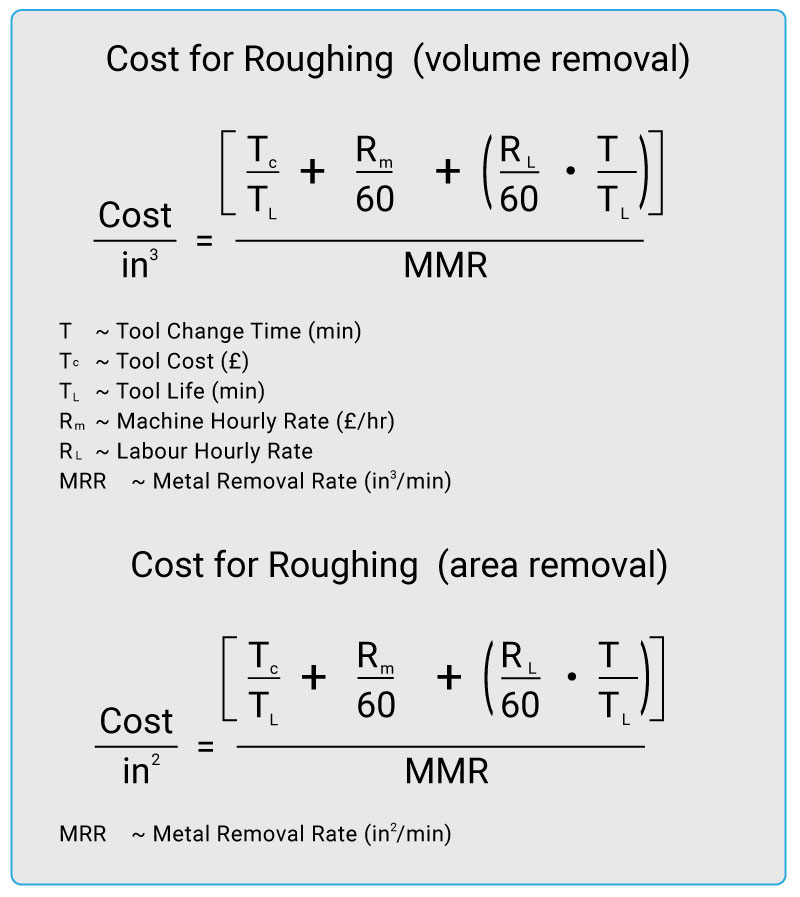
Boeing uses the following formulas to calculate the actual cost of removing each cubic inch of material based on the cost of machining, labour and tooling. It also factors in how increased productivity could impact labour and tooling.
Essentially, what this equation demonstrates is that a high performance cutting tool can reduce overhead cost for each piece by speeding up production. You can run specialist tooling with higher cutter limits for longer. This means a company will be able to take on more jobs, lower turnaround times and spend less time paying employees for doing things like changing tooling.
Tool Waste in Titanium Machining
Every piece of tooling used in machining titanium has a limited lifespan. That means every titanium machining company will have a flow of waste tools leaving their facility. Thankfully, there are ways to at least extend the life of your tools. Some more exotic methods include ultrasonic assisted tuning (UAT). This method vibrates the cutting edge of the tool to lower cutting forces and heat. Another technique is hot machining, which heats the material you are working to decrease flank wear. Unfortunately, if you do not precisely calculate the temperature of the piece you are working on, hot machining can actually lower tool life as it heats cutting surfaces and causes plastic deformation.
Some less exotic methods of extending tool life include buying tools with specialist coatings and using a cutting fluid. Special tool coatings are designed to disperse heat, reduce friction and increase hardness. This allows the tool to last longer. Using cutting fluids lowers tool temperature, reduces friction and helps to clear chips away, which can significantly increase your tool’s lifespan. To further reduce tool waste, you can buy tools from manufacturers who offer regrinding. To learn about the SGS Tool4Life regrinding service, visit Tool4Life page.
Coolant Waste in Titanium Machining
There are three common ways to reduce coolant waste when machining titanium. These are cryogenic machining, minimum quantity lubrication (MQL) and high pressure jet assisted machining. Each has its own benefits but the goal with each is to use as little coolant as possible without sacrificing tool life.
Cryogenic machining uses liquid nitrogen sprayed on or through the tool to cool the work surface to around -196 °C. The nitrogen then evaporates at room temperature and leaves nothing to clean up. The chips generated during cryogenic machining are also easier to sell for scrap because they have no oil or other coating on them. Because it extends tool life, increases material removal rates and lowers tool changeover costs, cryogenic machining is often cheaper than conventional machining methods.
MQL machining uses a minimum amount of biodegradable lubricant propelled by air to reduce friction and heat. The air removes the chip, which makes this a cost effective and easy method if done right.
High pressure jet assisted machining uses oil or water based fluid to cool and lubricate tooling. The flow rate is relatively small but the liquid is sprayed at a pressure up to 300 MPa directly at the tip of the cutting tool. This is a great way to get coolant directly to the hottest part of your tool.
Material Waste in Titanium Machining
Machining something from a solid block of titanium can be incredibly wasteful. A large portion of the material usually ends up as chips on the floor. The best way to overcome this problem is to use near net shape (NNS) manufacturing. This method requires machining companies to buy titanium forged or cut into shapes as close as possible to the finished product. That means less material to remove with mostly finishing required. This also helps reduce time spent milling.
Employing some or all of these techniques can help a machining company become more efficient and less wasteful. This savings can be passed on to customers or reinvested to help better the business. Lower waste streams are also appealing to customers who are looking for “green” products and supply chains. That makes waste reduction prudent and profitable.